
Theаўтамабільны зварачны прыборгэта тое ж самае, што і звычайнае зварачнае прыстасаванне.Яго базавая структура таксама складаецца з пазіцыянуючых частак, заціскных частак і заціскных частак.Прынцып працы пазіцыянавання і заціску таксама аднолькавы.Аднак з-за асаблівасці формы самой аўтамабільнай зварачнай канструкцыі яе зварачны заціск мае наступныя характарыстыкі.
1. Зборачна-зварачны кампанент аўтамабіля ўяўляе сабой канструкцыю касмічнай паверхні са складанай формай, і большасць з іх складаецца з тонкіх пласцінных штампаваных частак (асабліва кузава), якія маюць невялікую калянасць і лёгка дэфармуюцца.Пры зварцы, ён павінен быць размешчаны ў адпаведнасці з яго формай, таму пазіцыянаванне кампанентаў Макет таксама мае характарыстыкі прасторавага размяшчэння.Элемент пазіцыянавання звычайна ўяўляе сабой кампанент пазіцыянавання, які складаецца з некалькіх частак.
2. Ёсць шмат вокнаў, адтулін і адтулін у аўтамабільных кампанентах, таму гэтыя часткі часта выбіраюцца ў якасці камбінаванай паверхні пазіцыянавання
3. Вытворчая партыя аўтамабіляў вялікая, а ступень дэцэнтралізаванай зборкі высокая.Каб забяспечыць узаемазаменнасць, неабходна забяспечыць узгодненасць прывязак зборкі і размяшчэння аднаго і таго ж вузла кампанента, дэталяў і вузла, а таксама каб яны былі як мага бліжэй да эталоннай канструкцыі (лінія сеткі прасторавых каардынат).
4. З-за высокай эфектыўнасці вытворчасці аўтамабіляў часта выкарыстоўваюцца хуткія заціскі, такія як ручныя шарнірна-рычажныя заціскі, пнеўматычныя заціскі і пнеўматычныя рычажныя заціскі.
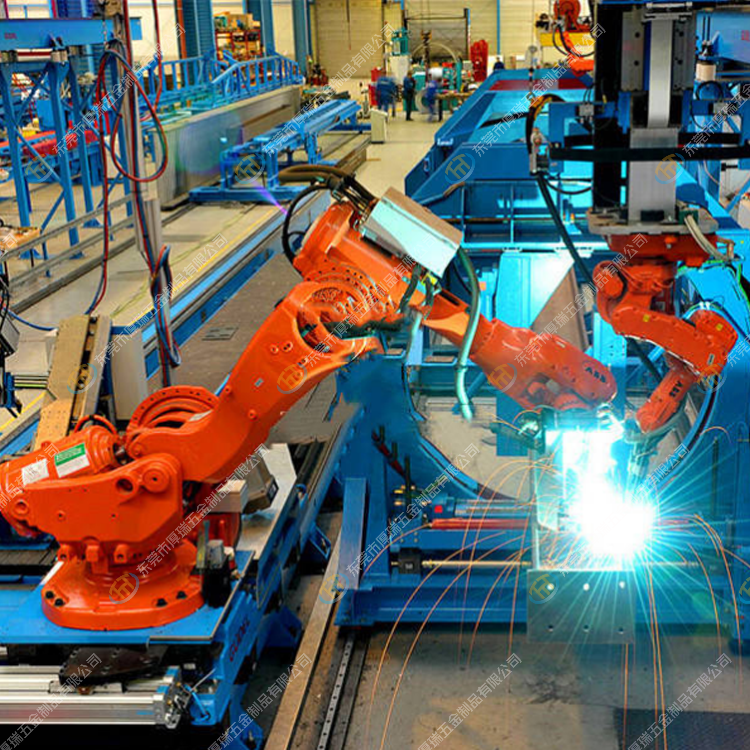
5. Аўтамабільная зборка і зварачныя прыстасаванні ў асноўным з'яўляюцца спецыяльнымі прыстасаваннямі, а спадарожныя прыстасаванні адпавядаюць механізаваным і высокааўтаматызаваным аўтамабільным зборачным і зварачным вытворчым лініям.
6. Для зваркі кузава аўтамабіля звычайна выкарыстоўваецца кропкавая зварка супраціўленнем і зварка ў абароненым газе CO2.Зварачнае прыстасаванне павінна быць сумяшчальна з метадам зваркі, каб забяспечыць доступ да зваркі і адкрытасць прыстасавання.
Для некаторых вонкавых панэляў кузава з патрабаваннямі да вонкавага выгляду на паверхні кропкавай зваркі не дапускаецца наяўнасць паглыбленняў.Пры распрацоўцы канструкцыі прадукту варта ўлічваць выкананне зваркі на стацыянарнай кропкавай зварцы.Неабходная паверхня павінна датыкацца з плоскасцю ніжняга электрода, у адваротным выпадку прымаецца аднабаковая двухкропкавая зварка.У некаторых мадэлях нават выкарыстоўваецца клей для падшыўкі замест кропкавай зваркі на канструкцыі падшыўкі дзвярэй, вечка рухавіка і вечка багажнага аддзялення, каб палепшыць знешні выгляд і ўстойлівасць да карозіі прадукту.
Час публікацыі: 2 чэрвеня 2023 г

.png)
.png)