



Аўтаматычная вечка багажніка Канчатковая праверка датчыка зборкі і трымальніка ШМ
Відэа
Функцыя
Як частка салона аўтамабіля, вечка багажніка ўсталёўваецца на прарэз для запаснога кола ў багажніку, які выконвае дапаможную і прыгожую ролю.Багажнік аўтамабільнага нумара ў працэсе вытворчасці і апрацоўкі, яго памер і форма, плоская паверхня, роўнасць з'яўляецца ключавым паказчыкам якасці прадукцыі, такім чынам, забяспечвае простую і разумную структуру, можа гарантаваць дакладнасць і можа павысіць эфектыўнасць выяўлення мацавання, для вырабу і апрацоўкі вечка багажніка аўтамабіля.
Канчатковае прыстасаванне для аўтаматычнай вечка багажніка TTM вырабляецца на станках з ЧПУ, а матэрыял пастаўляецца са сталі і смалы. Гэта прыстасаванне таксама можа выкарыстоўвацца ў якасці мацавання для КІМ для аўтазапчастак, вымяральных прыстасаванняў для пластыкавых і металічных дэталяў.
Спецыфікацыя
| Тып свяцільні: | Канчатковае прыстасаванне вечка багажніка частка |
| Памер: | 5850x950x4300 |
| Вага: | 3750 кг |
| матэрыял: | сталь+смала |
| Апрацоўка паверхняў: | Апорная пліта: гальванічны хром і чорны анадаваны |
Падрабязныя ўводзіны
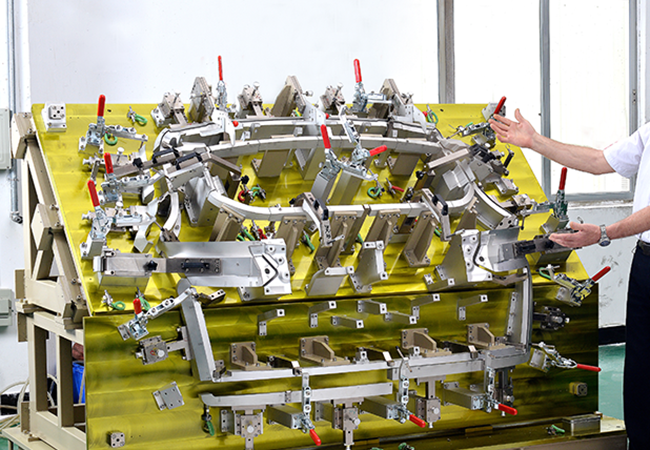
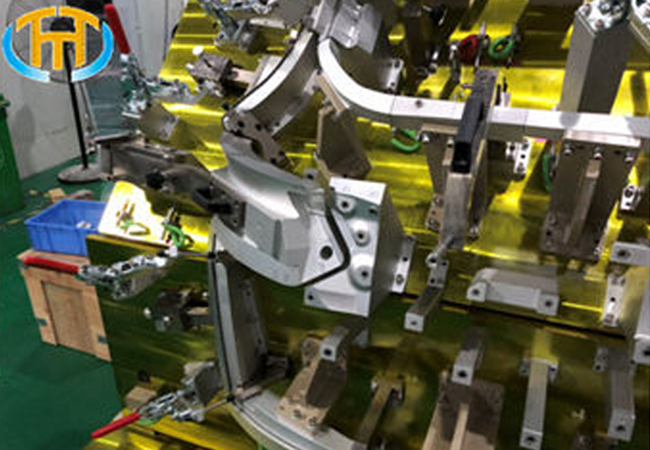
Аўтаматычная вечка багажніка Канчатковая праверка і супастаўленне Прыстасаванне адносіцца да вытворчасці аўтамабільных дэталяў і абсталявання для апрацоўкі, у прыватнасці да інструмента праверкі вечка багажніка аўтамабіля.
Як частка салона аўтамабіля, вечка багажніка ўстаноўлена на прарэз для запаснога кола ў багажніку, які выконвае дапаможную і прыгожую ролю.Ствол вечка ў працэсе вытворчасці і апрацоўкі, яго памер і форма, плоская паверхня, роўнасць з'яўляецца ключавым паказчыкам якасці прадукцыі, такім чынам, забяспечвае простую і разумную структуру, і можа гарантаваць дакладнасць, і можа павысіць эфектыўнасць выяўлення прыстасаванне для вытворчасці і апрацоўкі вечка багажніка аўтамабіля неабходна.
У адпаведнасці з прынцыпам інструментаў праверкі вечка багажніка аўтамабіля, каб забяспечыць дакладнасць выяўлення, эканомячы працоўную сілу, павысіць эфектыўнасць працы.
Карысная мадэль забяспечвае новую інфраструктуру наступным чынам:
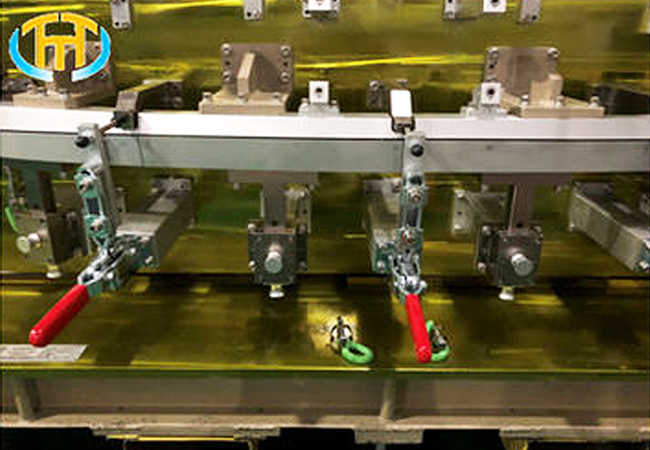
Верхняя паверхня ніжняй пласціны забяспечана двума групамі блокаў мадэлявання напрамку X і дзвюма групамі блокаў мадэлявання кірунку Y уздоўж напрамку восі X і напрамку восі Y адпаведна.Чатыры групы блокаў мадэлявання злучаны з канцом зоны размяшчэння нарыхтовак корпуса.Кожная група блокаў мадэлявання фіксуецца з гарызантальным напрамкам першага цыферблатнага індыкатара і вертыкальным напрамкам другога цыферблатнага індыкатара, чатыры вуглы ніжняй пласціны фіксуюцца.
Працоўны паток
1. Атрыманы заказ на куплю-——->2. Дызайн-——->3. Зацвярджэнне чарцяжа/рашэнняў-——->4. Падрыхтуйце матэрыялы-——->5. ЧПУ-——->6. ШМ-——->6. Зборка-——->7. ШМ-> 8. Агляд-——->9. (3-я частка інспекцыі, калі неабходна)-——->10. (унутраны/заказчык на месцы)-——->11. Упакоўка (драўляная скрынка)-——->12. Дастаўка
Час выканання і ўпакоўка
45 дзён пасля зацвярджэння 3D-дызайна
5 дзён праз экспрэс: FedEx па паветры
Стандартны экспартны драўляны футляр
Мы дадамо мацаванне драўлянага блока ўнутры карпусоў, каб забяспечыць бяспеку прыстасаванняў пры дастаўцы.Асушальнік і поліэтыленавая плёнка будуць выкарыстоўвацца для абароны кантрольнага прыстасавання ад вільгаці пры транспарціроўцы.







.png)
.png)