






Вытворца 3D-зваркі вышэйшай якасці з падлогавымі прыстасаваннямі
Відэа
Функцыя
Для кантролю якасці Floor Pan і падтрымкі для павышэння магутнасці аўтамабільнай вытворчай лініі.
Спецыфікацыя
| Тып свяцільні: | Дугавая зварка |
| Памер: | 2200х1200х900 мм |
| Вага: | 115 кг |
Падрабязная інфармацыя аб прадукце



Падрабязныя ўводзіны
Вось некаторыя тыповыя дызайнерскія структуры:
• Простая структура пазіцыянавання (пазіцыянуючы штыфт)
У асноўным выкарыстоўваецца ў асноўным становішчы пазіцыянавання.
• Простае зацісканне апоры (заціск)
• Спісанне (ніт)
Ён у асноўным выкарыстоўваецца ў асноўнай лініі, у складовай лініі і ў асноўным пазіцыянаванні ніжняй лініі.
• Абмежавальная структура STOPPER
Для прадухілення сілы сціску або ўздзеяння, выкліканага занадта вялікай дэфармацыяй здзельнай працы або драпін на паверхні здзельнай працы;Напрамак таўшчыні пласціны заціскнога рычага мае патрабаванні да дакладнасці (пазіцыяніруючы штыфт);Даўжыня двайнога паваротнага механізму або каромысла занадта вялікая;Калі кут апорнай паверхні занадта вялікі;Існуе большы эксцэнтрычны індэнтар.
• ЗАЖЫМ ШТЫФКІ
Неўмяшанне шпілек і здзелак - кропка павароту і нарыхтоўка ў лініі;Павінна быць канечная корка.
• Структура HLINK
Калі вышыня адкрыцця заціскнога рычага абмежаваная і вугал адкрыцця павінен быць вялікім, або траекторыя руху заціскнога рычага абмежаваная, мы павінны разгледзець магчымасць выкарыстання H-LINK, які адрозніваецца ад звычайнага Link па выкарыстанні.Мы павінны выбраць цыліндры з CYL BRACKET, якія не маюць ваганняў падчас руху, і выкарыстоўваць анты-кляйм для мацавання цыліндраў.
• Другасная структура SWING (двайны фліп)
Падвойнае прыстасаванне BASE
У дадатак да тыповай канструкцыі існуе гнуткая камбінацыя хутказменнага прыстасавання -- падвойнага заціску BASE, які можа значна скараціць час рэгулявання замены прыстасавання і знізіць сабекошт вытворчасці;Выкарыстанне паваротнага стала BASE у прыстасаванні другаснай зборкі робіць рэальнасцю інтэлектуальную высокую гнуткасць прыстасавання.Гэты рэжым хуткага пераключэння значна скарачае час замены прыстасаванняў і адладкі і зніжае кошт вытворчасці.
Асаблівасці свяцільні Double BASE:
Падвойнае прыстасаванне BASE мае такія перавагі, як простая структура, некалькі звёнаў для зборкі і добрая калянасць, лёгкае пераключэнне мадэляў, мадэрнізацыя прадукту і неабходнасць аўтаматычнай апрацоўкі, яго асноўныя характарыстыкі ўключаюць:
1) Прыстасаванне Double BASE мае ўніверсальнасць, сістэма прыстасаванняў валодае дастатковай гнуткасцю, можа адаптавацца да патрабаванняў да апрацоўкі розных мадэляў, агульны корпус лініі можна выкарыстоўваць паўторна.
2) Падвойнае прыстасаванне BASE мае простую структуру, зручную зборку і разборку і спрыяе хуткаму пераключэнню наступных мадэляў.
3) Прыстасаванне Double BASE мае дастатковую трываласць і калянасць, зборка прыстасавання, працэс пераключэння можа эфектыўна забяспечыць дакладнасць апрацоўкі дэталяў.
4) Спецыфікацыі BASE двайных свяцілень BASE павінны быць уніфікаванымі, рэгуляванымі для шматразовага выкарыстання і камп'ютэрызаванымі для зборкі і кіравання.
Склад свяцільні Double BASE:
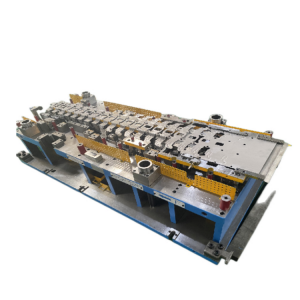
Падвойнае прыстасаванне BASE складаецца з дзвюх частак: корпуса лініі прыстасавання і спецыяльнага прыстасавання.Корпусная частка арматуры складаецца з агульнай часткі арматуры і стандартных кампанентаў.Спецыяльная частка прыстасавання залежыць ад механізму і выкарыстання дэталяў прадукту.
Структура
1. Корпус дроту
Асноўныя кампаненты падвойнага свяцільні BASE ўключаюць універсальны лінейны корпус свяцільні, раму свяцільні і стандартную матрычную паверхню BASE (гл. малюнак 2);
2. Дужкі
Асноўныя кампаненты джыгавага шкілета ўключаюць разнастайныя пракладкі, пракладкі і кутнія сядзенні;
3. Размяшчэнне дэталяў паміж кампанентамі і кампанентамі рэальнага пазіцыянавання здзельнай аплаты
Ён уключае мноства пазіцыянуючых блокаў, пазіцыянуючых шпілек, пазіцыянуючых апор і профільнага асвятлення.
4. Зашпількі
Ён уключае стандартныя штыфты і штыфты калон, якія з'яўляюцца асноўнымі часткамі, якія выкарыстоўваюцца для злучэння дзвюх плат BASE.
Тэхнічныя патрабаванні да свяцільні
У дадатак да адпаведных тэхнічных патрабаванняў да агульнага свяцільні, наступныя тэхнічныя патрабаванні павінны быць разгледжаны на этапе праектавання падвойнага свяцільні BASE:
▲ Jig BASE і апорнае сядзенне
Асноўная структура джыгавай лініі распрацавана ў адпаведнасці з GB2804, а асноўныя кампаненты выраблены з высакаякаснай нізкавугляродзістай легаванай сталі.Пасля ўзлому і загартоўкі цвёрдасць паверхні кампанентаў павінна дасягаць 58 ~ 65 HRC, а ўнутраная цвёрдасць - 35 ~ 40 HRC, каб аснова джыга мела дастатковую трываласць, трываласць, зносаўстойлівасць і стабільнасць.
Асноўная дакладнасць памераў кампанентаў прыстасавання такая ж, як і звычайнага прыстасавання, дасягаючы ўзроўню ISO6 ~ 7, допуск гарызантальнага пазіцыянаванага адтуліны і базавай паверхні складае ±0,05 мм, допуск паміж пазіцыянацыйным адтулінай і пазіцыянацыйным адтулінай складае ± 0,02 мм, базавая шурпатасць паверхні 1,6 мкм.
Асноўная дыяфрагма BASE пласціны мае дзве серыі D28 і D16.На высокадакладнай паверхні стала круглыя адтуліны D28 раўнамерна размеркаваны праз кожныя 100 мм або φ16 мм праз кожныя 50 мм.Гэтыя адтуліны можна выкарыстоўваць для злучэння модуляў пазіцыянавання і злучэнняў прыстасаванняў розных функцый.
Працоўны паток
1. Атрыманы заказ на куплю-——->2. Дызайн-——->3. Зацвярджэнне чарцяжа/рашэнняў-——->4. Падрыхтуйце матэрыялы-——->5. ЧПУ-——->6. ШМ-——->6. Зборка-——->7. ШМ-> 8. Агляд-——->9. (3-я частка інспекцыі, калі неабходна)-——->10. (унутраны/заказчык на месцы)-——->11. Упакоўка (драўляная скрынка)-——->12. Дастаўка
Час выканання і ўпакоўка
45 дзён пасля зацвярджэння 3D-дызайна
5 дзён праз экспрэс: FedEx па паветры
Стандартны экспартны драўляны футляр
Мы дадамо мацаванне драўлянага блока ўнутры карпусоў, каб забяспечыць бяспеку прыстасаванняў пры дастаўцы.Асушальнік і поліэтыленавая плёнка будуць выкарыстоўвацца для абароны кантрольнага прыстасавання ад вільгаці пры транспарціроўцы.





.png)
.png)