



Кітайскія вытворцы штампаў для аўтаматычнага металу
Відэа
Спецыфікацыя
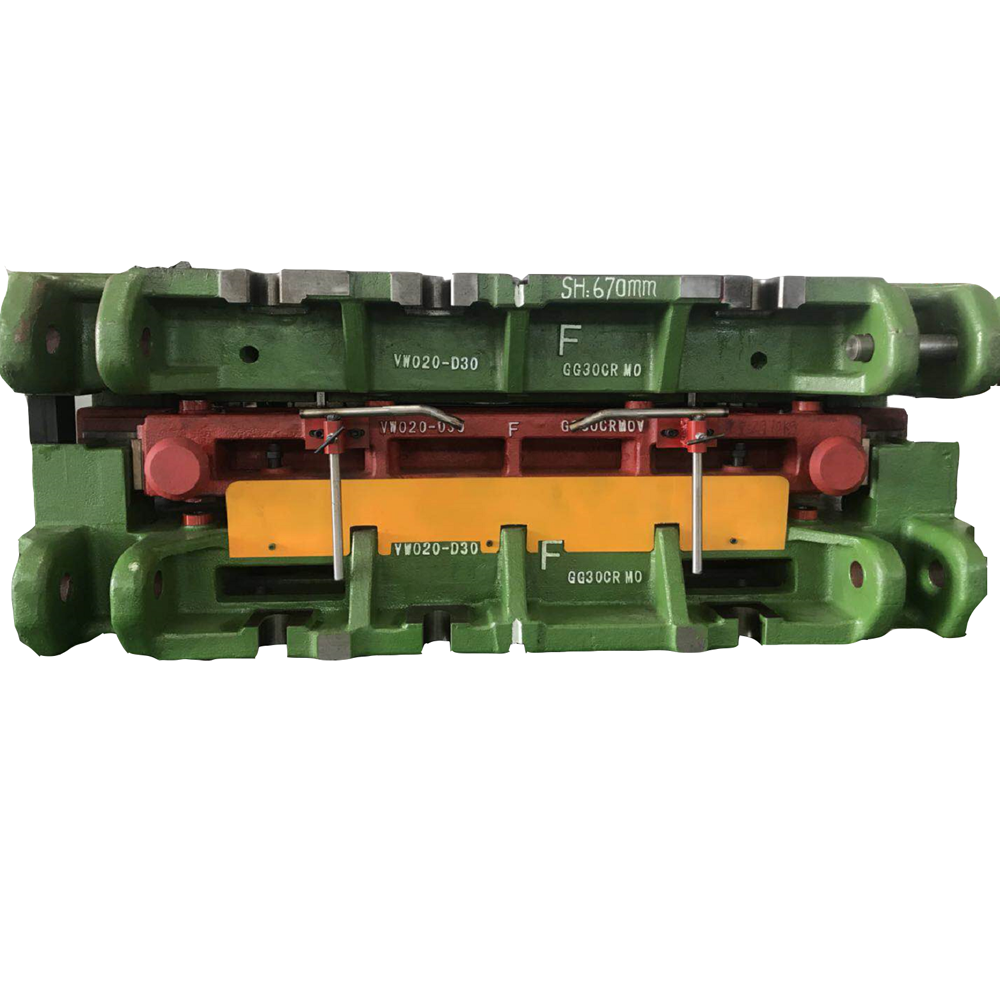
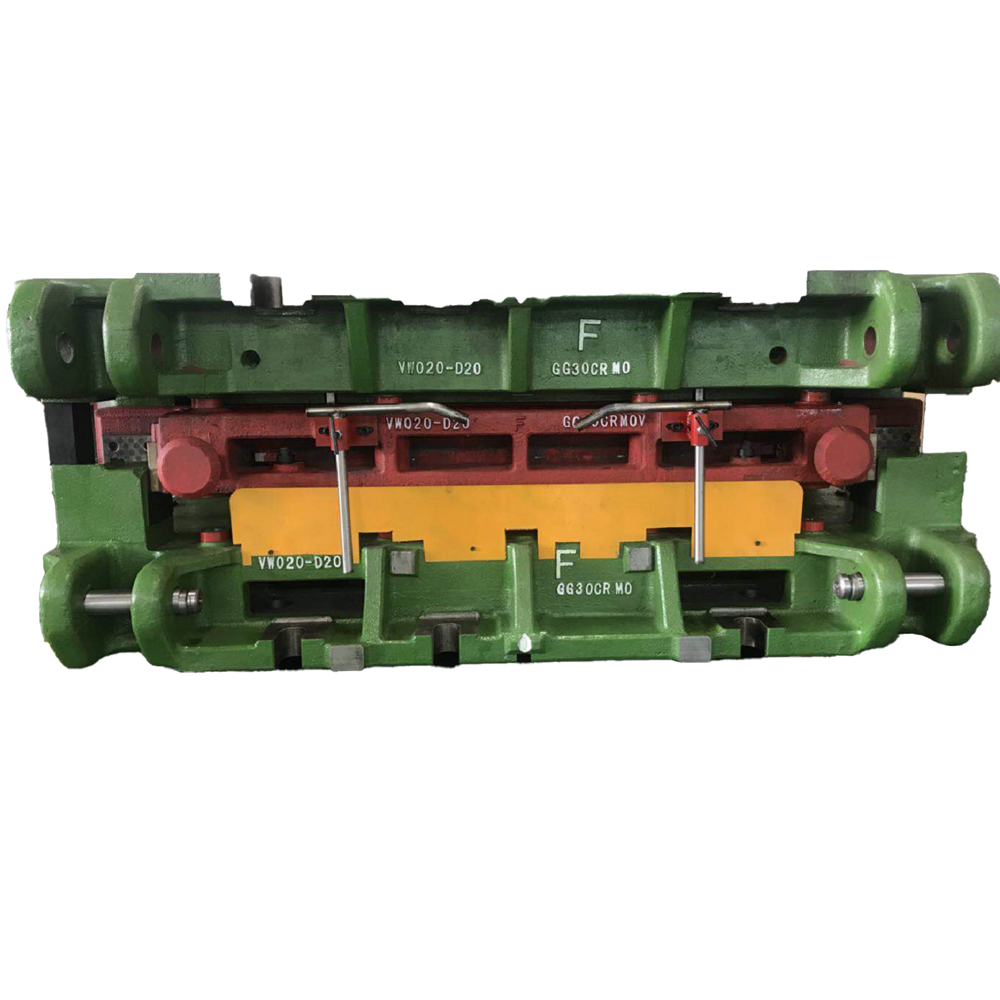
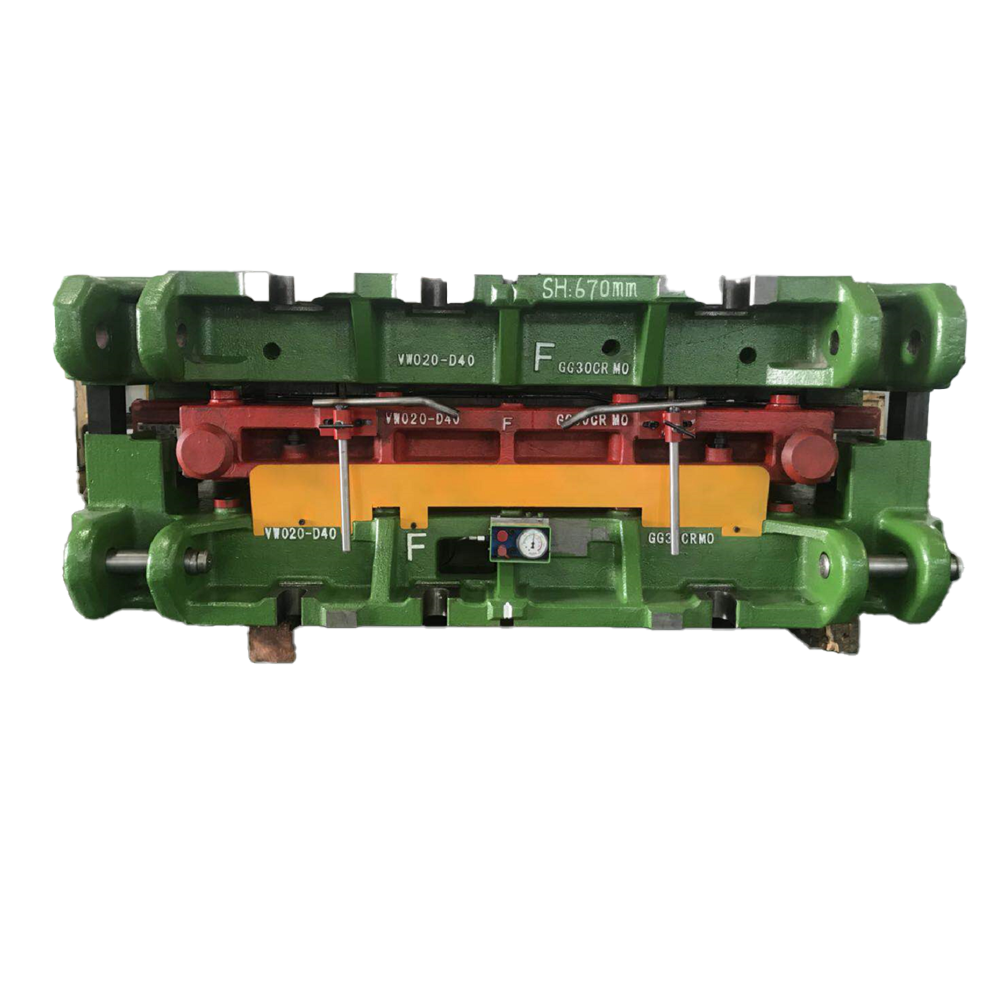
| Тып інструмента: | Ліццё перадачы матрыцы |
| Матэрыял: | HX220YD+Z100MBO |
| Памер інструмента: | 2000*1290*670 / камплект |
|
| |
Падрабязная інфармацыя аб прадукце

Падрабязныя ўводзіны
Ліцейная форма адносіцца да формы, якая выкарыстоўваецца для фарміравання адлівак у працэсе ліцця.Ліцейныя формы супастаўляюцца з працэсам ліцця, у асноўным уключаючы формы для гравітацыйнага ліцця, формы для ліцця пад высокім ціскам (формы для ліцця пад ціскам), формы для ліцця пад нізкім ціскам, формы для ліцця пад прэсам і г. д. Ліцейныя формы з'яўляюцца адным з важных тэхналагічных прылад.У ліцейнай вытворчасці гэта моцна ўплывае на якасць адлівак.Удасканаленне тэхналогіі ліцця мае вялікае значэнне для павышэння якасці адлівак, распрацоўкі новых адлівак і павышэння ўзроўню амаль чыставой апрацоўкі.Развіццё тэхналогіі ліцейных формаў забяспечыць больш дакладныя, складаныя і высакаякасныя адліўкі для аўтамабільнай, электраэнергетыкі, суднабудавання, чыгуначнага транспарту, аэракасмічнай і іншых галін прамысловасці, а таксама будзе спрыяць павышэнню агульнага ўзроўню апрацоўчай прамысловасці.
З хуткім развіццём такіх галін, як аўтамабільная, матацыклетная і аэракасмічная прамысловасць, ліцейныя формы растуць з хуткасцю больш чым на 25% у год.Тэхналогія ліцця пад ціскам дасягнула вялікага прагрэсу, але вялікі блок рухавіка з алюмініевага сплаву, прадстаўлены аўтамабілямі і складанымі формамі для ліцця пад ціскам, у асноўным абапіраецца на імпарт.Аўтамабільная і матацыклетная прамысловасць маёй краіны ўвайшла ў перыяд хуткага росту, і яе аб'ёмы вытворчасці значна павялічваліся на працягу многіх гадоў запар.Можна прагназаваць, што ў бліжэйшыя 10-20 гадоў вытворчасць ліцейных формаў у маёй краіне будзе працягваць атрымліваць моцную дынаміку і хуткі рост у асноўным дзякуючы аўтамабільнай прамысловасці.У кантэксце энергазберажэння і скарачэння выкідаў рост колькасці форм для гравітацыйнага ліцця чорных металаў замарудзіцца, у той час як формы для ліцця пад ціскам з алюмініева-магніевых сплаваў, формы для ліцця пад нізкім ціскам і формы для прэснага ліцця значна павялічацца.
Працоўны паток
1. Атрыманы заказ на куплю-——->2. Дызайн-——->3. Зацвярджэнне чарцяжа/рашэнняў-——->4. Падрыхтуйце матэрыялы-——->5. ЧПУ-——->6. ШМ-——->6. Зборка-——->7. ШМ-> 8. Агляд-——->9. (3-я частка інспекцыі, калі неабходна)-——->10. (унутраны/заказчык на месцы)-——->11. Упакоўка (драўляная скрынка)-——->12. Дастаўка
Вытворчая талерантнасць
1. Плоскасць апорнай пліты 0,05/1000
2. Таўшчыня апорнай пліты ±0,05 мм
3. Дата месцазнаходжання ±0,02 мм
4. Паверхня ±0,1 мм
5. Кантрольныя шпількі і адтуліны ±0,05 мм




.png)
.png)